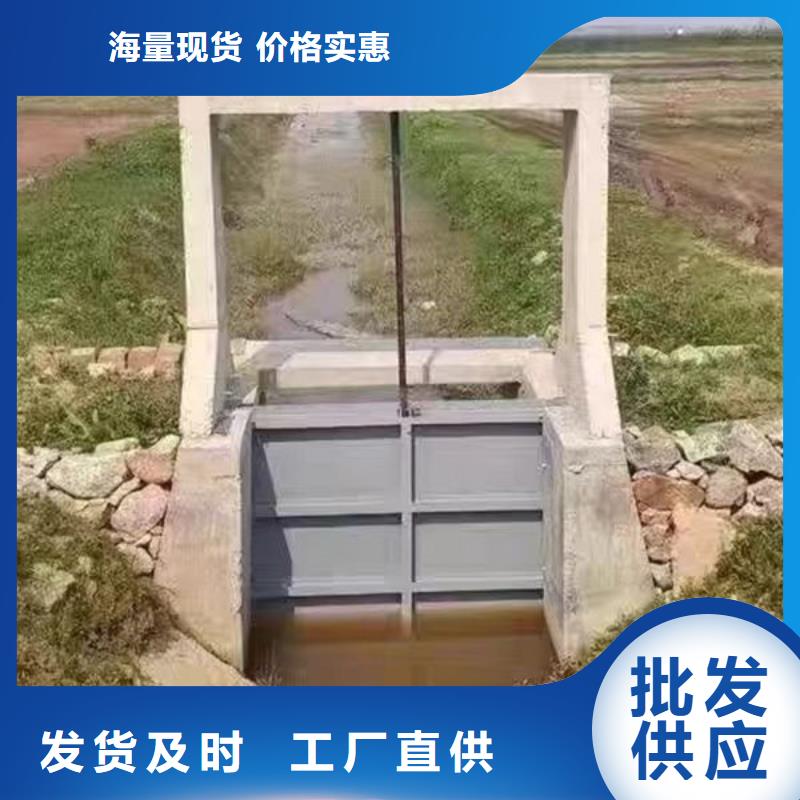
想知道铸铁闸门-插板铸铁闸门专注生产制造多年产品在实际使用中的表现吗?我们的现场实拍视频将为您展示产品的实际应用场景,让您亲身感受其优点和特点。
以下是:黄冈蕲春铸铁闸门-插板铸铁闸门专注生产制造多年的图文介绍
底轴液压闸门的详细介绍
品类齐全 价格地道

时做好货物的保管工作。 2. 查看安装资料(如安装图、合格证、使用说明书等)是否齐全。 3. 闸门在运输过程中的变形及损伤,要进行的检查和修整,注意同规格 闸门的门体、门框不允许互换。闸门未安装前必须水平放置, 防止铸件变形影响止水效果,同时丝杆以及联接杆不可受力弯曲。 4. 检查土建尺寸、预埋件及预留孔等是否符合要求。当予埋件为钢板时,予 埋钢板应平直,位置准确,当予埋件为予埋螺栓时,予留孔洞应位置准确,予留孔径不小于80x80mm,予留孔深度应满足予埋螺栓埋入深度为20d。 5. 安装工作人员应全部到场,并准备好安装时必需的设备(如:吊车、焊机、 脚手架等)、安装工具及测量工具等。 四、安装 1. 将闸门起吊至安装位置,起吊时利用闸门的地脚螺栓孔起吊,注意尽量使门体、门框整体起吊,当闸门规格太大或拘于现场位置无法整体起吊时,可将门体与门框拆解后分别起吊,但需注意保护好密封面。 2. 通过启闭机平台上的预留孔,穿入启闭绳具,将闸门整体吊起至安装位置 处,使闸门就位,利用门框两面的加工面,吊线找正左右方向的位置,左右方向倾斜度小于1.5mm,然后穿入地脚螺栓(或焊接螺栓7穿入安装孔与预埋板焊接),当闸门采用附壁式安装时,应用不小于φ的圆钢将相邻的地脚螺栓焊接成整体,旋上螺母,松开启吊绳具。 3. 将起吊绳具穿过闸门吊耳,拉开门体,调整 闸门密封面的垂直度,通过调整闸门四个角部的螺栓,使闸门密封面的垂直度误差小于1/1000mm,并再次复核闸门左右方向倾斜度后,把四个角部的螺栓用垫铁垫实,拧紧螺母,使其固定牢固(附壁式安装的闸门可预先在四个角部的螺栓上一个螺母,通过上、下两个螺母调节密封面的垂直度误差,如右图所示)。 4. 放下门体使门体与门框吻合,用塞尺检查 上、下密封面的间隙,使间隙保持在0.1mm以内,间隙超标时,可在该处的门框背面垫入斜铁,同时将地脚螺栓略为旋松,直至间隙合格为止。 5. 将闸门四周的混凝土面用细砂浆混凝土二次浇灌、捣固,注意不得采用素 混凝土,浇灌后应用振动泵捣固坚实,采用膨胀混凝土更佳,二次浇灌混凝土完全凝固后,再逐一检查紧固螺母。 6. 带法兰意味着安装时先将配对法兰垫上密封垫与闸门框法兰连接到位,起 吊就位,按上述2调正后与预埋钢管点焊,然后按上述3,调正后焊固。 7. 规格较大闸门将导轨就位安装,注意保持导轨与门框的直线度小于2mm。 8. 在启闭机平台上的预埋孔放下吊线锤,以闸门吊耳中心线为基准,在启闭 机平台上划十字线,确定启闭机的安装中心。 9. 在启闭机底板上画出相应的十字线,将启闭机初步就位,摇动手柄,旋入 丝杆(手摇启闭机逆时针摇动,电动启诸机按所示开方向摇动)。 10. 将分段的丝杆连接成整体,注意将轴导架的套管部分套在相应的分段处
产品细节

底轴液压闸门产品生产注重细节,精心选择原材料,精湛的底轴液压闸门生产流程

底轴液压闸门每道工序把关到位,多年底轴液压闸门行业经验生产效率高

底轴液压闸门源头厂家,出厂价直接给到客户,经久耐用,性能稳定
企业介绍
耀禹水利机械厂(蕲春县分公司)于2016年成立,坐落于美丽的黄冈蕲春,是一家致力于集销售 底轴液压闸门公司,并可根据客户的要求,定做客户所需的 底轴液压闸门产品,以满足 底轴液压闸门市场需求. 公司以“质量为主,用户满意”的企业宗旨,坚持走”科技兴厂,质量取胜”的道路。以产品的质量,客户的信赖求发展。“科学进取,诚信待人,团结务实,雷厉风行“的企业文化。客户用的开心,用的满意使我们长期以来的方向。






 扫一扫
扫一扫






